自动化的发展对选矿过程有着非常重要的作用,可降低选矿过程中人工成本、简化操作过程、提高劳动生产率、降低能耗、稳定产品质量等。据统计,选矿厂采用自动控制技术以后一般可使设备的生产能力提高10%-15%,劳动生产率提高25%-50%,生产成本降低3%-5%,能源消耗减少5%-40%,同时能显著提高选矿回收率等生产指标。因此想,选矿自动化一经投入到生产实践中,就已成为现代选矿必不可少的因素之一。接下来工采网小编给大家重点介绍一下选矿自动化设备中关于液位传感器在浮选槽液位自动控制中的技术解决方案。
选矿自动化是在选矿生产中,采用仪表、自动装置、电子计算机等技术和设备,对选矿生产设备状态和选矿生产流程状况实行监测、模拟、控制,并对生产进行管理的技术。选矿过程自动化主要包括:破碎、磨矿分级、选别(包括浮选、磁选、重选、电选等)、脱水过滤及浓缩、尾矿输送等生产过程的自动控制。
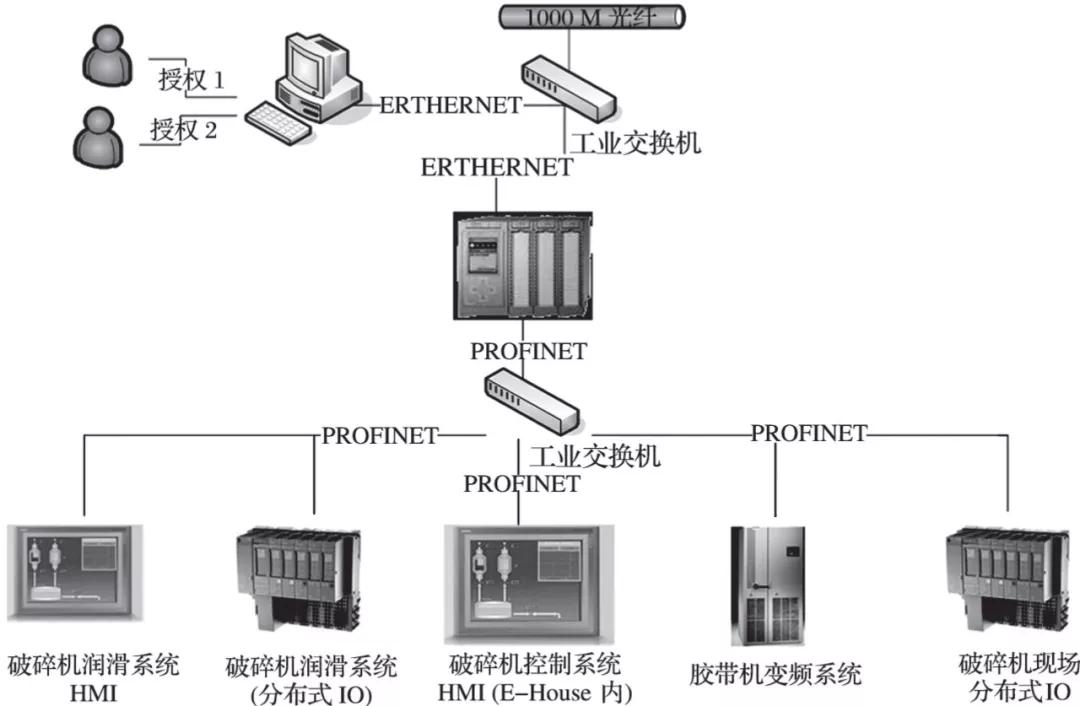
一、破碎的自动控制
破碎工序是选矿作业的第一道工序,在选厂的整个生产工艺过程中,破碎起着为后续作业提供物料的作用,但是破碎工序存在能耗大、能量转换效率低等问题。对破碎系统进行自动化控制能够实现“多碎少磨”、低能耗、高效益,提高破碎的综合处理能力等目标。
破碎自动化控制有两个重点:
1、优化粗、中、细碎的负荷配置;
2、优化碎矿与磨矿之间的负荷配置,即破碎应尽可能为磨矿提供佳粒度分布的入磨矿石原料。
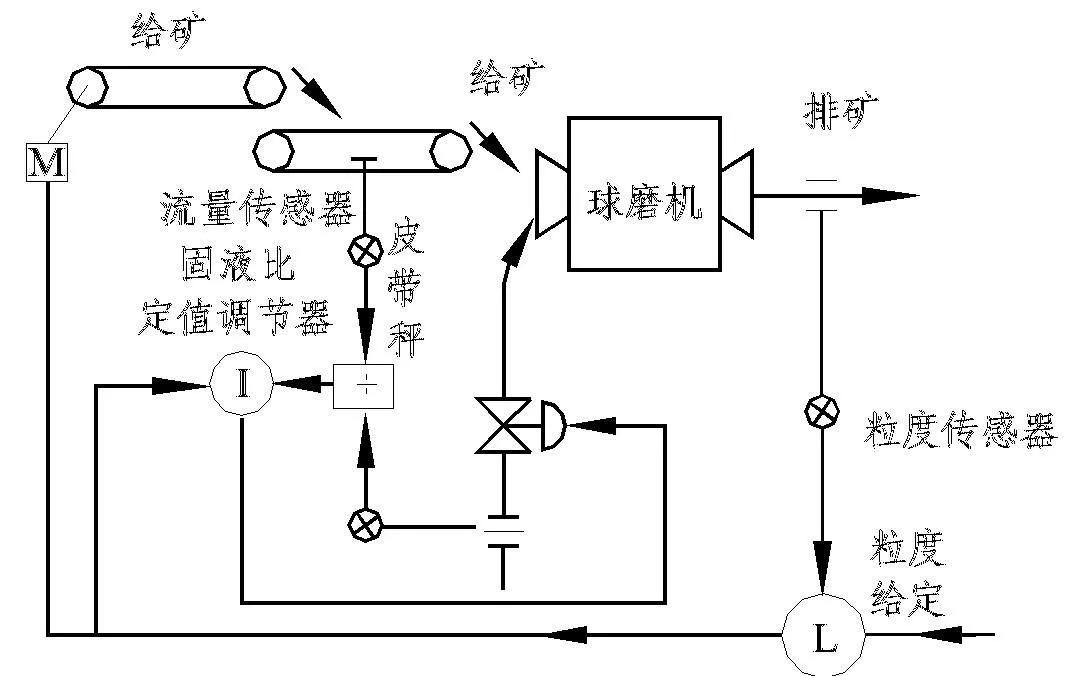
二、磨矿分级的自动控制
磨矿分级是破碎的后续作业,也是入选前物料准备的一道作业。磨矿分级作业的效率和产品质量的好坏直接影响着选别作业的指标以及整个选矿厂的效益。
三、浮选过程的自动控制
浮选过程需要控制的内容主要有:给矿量、浮选浓度、浮选矿浆PH值、浮选药剂量、浮选槽液位、浮选槽的充气量、泡沫刮出量等。国内浮选机械设备自动化,主要是对浮选加药、浮选pH值、矿浆液面等进行自动控制。例如:
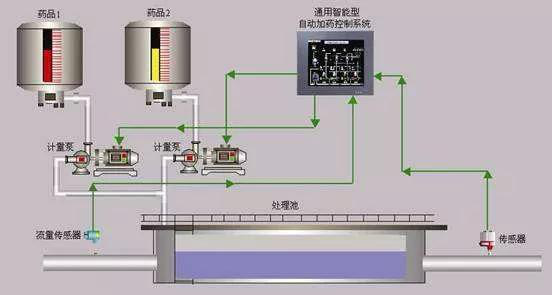
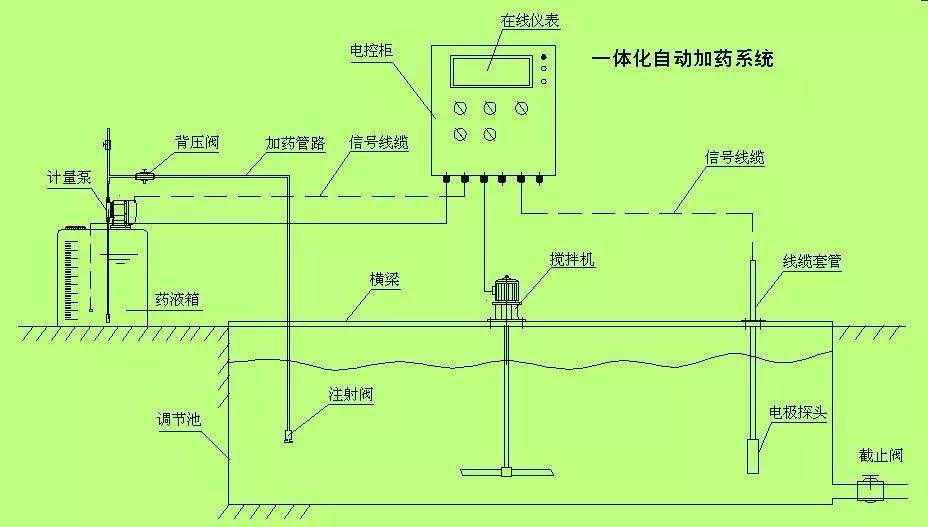
1、浮选加药自动控制
浮选自动加药控制系统是一种可远距离自动控制及调节的准确定量、定时加药装置,采用程序控制加药机进行自动给药,可同时控制多个药点的给药量。因而浮选过程是有用矿物成分的选别和富集过程,加药过程的好坏直接影响到浮选的指标。对加药过程进行自动化控制能够克服工人不能及时对浮选过程的变化做出相应调整所造成的不良影响。
2、浮选pH值自动控制
pH值是浮选作业重要的参数,pH值是否合理直接影响到生产指标。直接对矿浆进行pH值的检测确有较大的难度,矿浆对电极的粘附、气泡附于电极表面都对测量精度有较大影响。测量矿浆pH值一般需要辅助测量装置,以保证pH电极在较好的条件下进行测量。
3、浮选槽液位自动控制
在选矿生产过程中,准确控制浮选槽液位和充气量,保持液面稳定,不但能稳定浮选作业,而且有利于提高有用矿物的品位和回收率等浮选指标。
在浮选作业中,对浮选槽液位和充气量进行控制一直是个难题,国内目前大多采用间接测量的方法。近年来在浮选槽检测矿浆液位时,多采用浮子式液位变送器,也有的采用超声波测量浮球位移的浮选槽液位计进行液面检测。
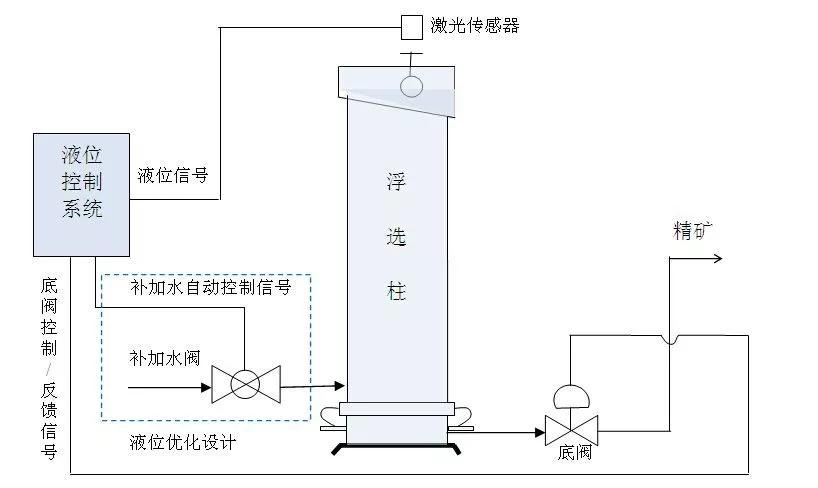
浮选柱没有剧烈搅拌,可通过间接测量法测得液位的实际高度,通过调节尾矿阀的开度或泵的转速,控制尾矿量的排出,达到稳定液位的目的。
据目前客户反馈在浮选槽液位自动控制选用浮子式的液位开关其监测效果并不理想,客户更倾向于尺寸小巧、可靠性高的传感器,根据客户的要求工采网技术人员向客户推荐了英国SST 光电式液位传感器/光电液位开关 - LLC200D3SH。

这款英国SST 光电式液位传感器/光电液位开关 - LLC200D3SH提供单点液位检测, TTL兼容的推挽输出。设计传感器含有一个红外发射源和一个探测器,安装位置精确,以确保两者在空气中达到很好的光耦合。当传感器的锥形端浸入液体时,红外光会透射出锥形面,到达探测器的光强就会变弱。 该LLC系列光电液位传感器(工业级型、光电水浸传感器)专为工业应用而设计。能胜任工业应用中重负荷的环境。本系列产品适合宽电压范围供电环境,驱动电流可达到250mA。因此,该系列传感器可以直接驱动报警以及其他设备。
随着选矿过程对质量不断提高的要求和对经济利益要求的大化,对现有矿用传感器的稳定性、、精确性、可重复性和灵敏度提出了更高的要求,以便为选矿过程的控制提供更为可靠的状态数据。数字化、智能化的传感器可以通过现场总线实现多方向、单变量的输入、输出,以满足选矿过程的要求。传感器的虚拟化可克服选矿过程恶劣的工作环境,使矿用传感器可以更加准确、稳定的进行长时间工作。
转载请注明出处:传感器应用_仪表仪器应用_电子元器件产品 – 工采资讯 http://news.isweek.cn/10410.html



