激光切割是一种精确高效的制造技术,是各种工业过程的基础,广泛应用于金属、玻璃、塑料、陶瓷、木材、织物和纸张等材料的加工领域。该过程中的一个关键组分是氮气(N2)。但是为什么要使用氮气呢?工采网将探讨其使用背后的原因及其在激光切割操作中的作用。

激光切割是一种使用高功率激光来切割材料的生产工艺,激光由计算机数字控制 (CNC) 系统引导穿过光学器件进行切割。这种生产工艺广泛应用于汽车、航空航天、电子和医疗等各种行业,可以用来切割金属、塑料、陶瓷、木材、织物和纸张等多种材料。
激光切割利用聚焦激光束来熔化局部区域的材料,并在同轴喷气流的帮助下产生切割效果。激光束本身不受气体影响,它负责有效地燃烧、熔化或汽化材料,气体的作用则是吹走此过程中产生的各种碎屑,从而确保高质量的切边。
激光切割还可用于焊接和蚀刻。激光切割包括三种主要技术,分别为二氧化碳激光、钕 (Nd) 激光以及掺钕钇铝石榴石 (Nd:YAG) 激光。使用的激光类型会影响激光性能。激光切割的优点包括精度和准确度高,污染少以及更易于卡紧工件等。特别是光纤激光器凭借卓越的精确切割能力而闻名。光纤激光器的一个关键优势是能够在长距离内提供一致的激光束质量,因此,在加工各种类型和厚度的材料时都能实现均匀切割。这种一致性有助于提高切边质量,尽可能地减少对二次加工的需求.
为什么要在激光切割中使用氮气?
氮气是激光切割中使用最广泛的辅助气体,这得益于它的反应惰性。它用于确保激光器发挥出高质量性能,尤其是需要高质量切割时。氮气可消除空气中的氧气,从而防止氧气与热金属发生反应,获得理想、光亮的切口,而不影响材料的颜色(取决于所用氮气的纯度)。氮气是惰性气体,它可以让激光在无氧环境中工作,防止切边氧化。氮气还在降低成本、加快切削速度、提高生产率、改善控制性能和实现高效加工方面发挥重要作用。可选“即插即用型”解决方案按需供氮。
氮气被用于激光切割金属的优势:
惰性优势:
1.抗氧化
氮气是一种惰性气体,这意味着在通常的切割条件下,它不会与其他物质发生反应。当用于激光切割时,它会置换切割区域周围的氧气,防止氧化,并确保切割边缘保持清洁,无变色或生锈。防止氧化有助于保持金属的品质和特性,这对于高精密应用至关重要。
2.无化学反应
氮不会与被切割的金属发生化学反应,使其广泛适用于切割各种金属和合金。这在不同的应用中具有多功能性。
3.切割的一致性
使用高纯度氮气可确保一致的切割环境,提供质量一致的均匀切割,这对于高精密应用至关重要。此外,氮气的稳定性和可预测的环境有助于实现重复的高质量切割,这对生产和制造过程很重要。
热优势:
1.切割速度快
与氧气等气体相比,氮气可以实现更快的切割速度,其惰性、非反应性的特点可以防止与金属发生额外的热反应,从而实现更高效、快速的切割操作。
2.更好的边缘品质
使用氮气可以使切割边缘更光滑、更清洁。它有助于控制切割过程中的热效应,降低弯曲或热损坏的风险。这带来高质量的切割,减少不必要的后处理。
氮气在激光切割中的安全注意事项
虽然在激光切割中使用氮气的好处很多——从抗氧化和更高的切割速度到更好的边缘品质和一致性——但解决与使用氮气相关的安全问题同样重要。了解这些优势有助于我们认识到氮气为这一过程带来的价值,但对潜在风险的认识对于确保安全的工作环境至关重要。
窒息危险:作为一种惰性气体,氮气可以取代空气中的氧气,导致密闭空间内的窒息危险。它无色无味,因此泄漏容易被忽视。适当的通风和氧气监测对于防止工作场所缺氧至关重要。
极限电流型氧气传感器旨在检测缺氧环境,使其成为保护制气行业、实验室和使用或储存工业气体场所(包括密闭空间和缺氧防火系统)的工作人员的不错选择。
高压:氮气通常储存在高压气瓶中。搬运或储存不当会导致事故或气瓶破裂。在搬运和储存高压气瓶时,遵守安全协议很关键。
冷灼伤:如果液氮或加压容器中的氮气接触到皮肤,可能会导致冷灼伤或冻伤。处理氮气时,应佩戴合适的个人防护装备(PPE)。
火灾危险:虽然氮气不易燃,但它会造成缺氧环境。激光切割涉及高温和火花,这会点燃易燃材料。氧是燃烧的关键成分,氧过量会增加火灾风险,而氧过少会导致不完全燃烧,这会导致一氧化碳等有毒气体的积聚。
培训和安全程序
应定期检查和维护激光切割机器和相关的氮气输送系统,以确保安全运行。任何泄漏或故障都应立即解决。工人应接受激光切割操作中氮气安全使用的充分培训。这包括了解氮的性质,识别缺氧的迹象,以及了解应急程序。
激光切割中的氮气量
激光切割机所需的氮气量很重要;在激光切割中,估算氮气的使用量,需考虑下列因素:
材料厚度:
材料越厚,所需要的氮气压力就越高,相同速度下,所需的氮气量就越多。
切割速度:
切割速度对氮气使用量有直接影响。较低的切割速度通常意味着单位时间内需要更多的氮气来维持切割环境的稳定性。
激光器功率与参数:
仔细确认激光切割机喷嘴的喷距、直径等参数,这些会影响氮气作为辅助气时的消耗量。
参考行业标准或经验数据:
参考同行业类似设备的氮气使用情况,或者根据实际生产经验数据来估算。这包括记录不同材料、厚度、切割速度和激光器功率下的氮气消耗情况,并进行分析比较。
进行实际测试:
在初步估算的基础上,进行实际切割测试,观察切割效果和氮气消耗情况。并根据测试结果调整氮气流量,以达到最佳的切割效果和氮气利用率。
切割时间与停机时间:
切割时间和停机时间也是估算氮气使用量时需要考虑的因素。在实际操作中,激光切割机可能不会连续工作,因此在计算氮气使用量时,应考虑到这些非工作时间。
设备类型与配置:
不同型号和配置的激光切割机在氮气使用量上可能存在差异。例如,一些先进的激光切割机可能具有更高效的气体管理系统,能够在保证切割质量的同时减少氮气的消耗。可在设备购置前与相关专业人员来做确认。
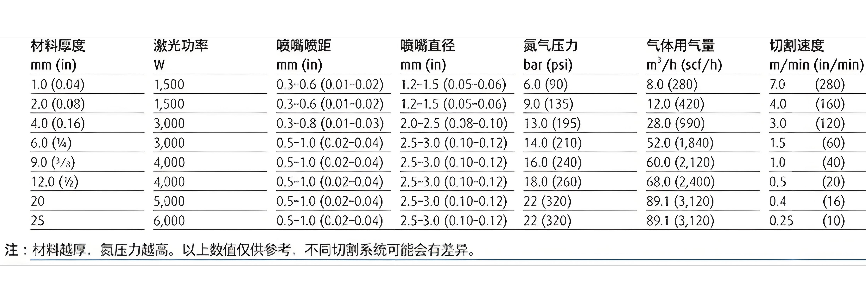
激光切割氮气用量、压力数据表
氮气纯度的重要性?
对于激光切割,氮气的纯度通常需要非常高。所需的纯度水平通常取决于具体应用和所进行的激光切割类型。高纯度氮气很重要的原因如下:
工业激光切割
对于一般的工业激光切割应用,通常使用纯度为99.95%(3.5级)或更高的氮气。这种纯度足以防止切割边缘的氧化,否则会导致变色和腐蚀。它确保切割干净精确,这对于保持材料的结构完整性至关重要。
高精度激光切割
对于需要更精确和高质量切割的应用,可能需要99.99%(4.0级)甚至99.999%(5.0级)的更高纯度。高纯度氮气几乎消除了所有杂质,大大降低了切割边缘出现任何缺陷的可能性。这在精确至关重要的行业尤其重要,如医疗设备、航空航天部件和电子制造业。
激光光学和喷嘴寿命
使用高纯度氮气可以降低激光光学元件和喷嘴污染的风险。这有助于保持机器的效率,延长这些部件的寿命,降低维护成本和停机时间。低纯度氮气中的杂质会导致光学元件和喷嘴上的残留物堆积,从而导致频繁的清洁或更换,这会增加运营成本并缩短机器的正常运行时间。
材料兼容性
高纯氮气对于切割钛等活性金属至关重要,即使少量的氧气也会导致不必要的化学反应和切割质量差。较低纯度的氮气可能不适合这种反应性材料,会导致材料特性受损或需要更频繁的后处理。
成本效益
虽然更昂贵,但高纯度氮气可以通过提高切割速度、减少返工和延长机器部件的寿命来节省整体成本。较低纯度的氮气虽然更便宜,但有可能降低切割质量、切割速度和增加维护成本,从而抵消了任何初始成本的节约。
激光切割应用中氮纯度的监测
监测氮气纯度的有效方法之一是使用氧分析仪。这些装置测量氮气流中的氧浓度。通过检测和量化氧气水平,分析仪可以间接而准确地测量氮气的纯度。使用氧分析仪进行定期监测,确保氮气保持在所需的纯度规格范围内,很大限度地降低污染风险,并确保一致的切割性能。
氧分析仪中氧气传感器推荐:
奥地利SENSORE微量氧传感器/PPM级氧气传感器- SO-D0-020-A300C是极限电流型氧气传感器,在氧化锆电解质中电流的载体是氧离子,所以当电压施加到氧化锆电解槽时,氧气通过氧化锆盘被抽到阳极。如果给电解槽阴极加上一个带孔的盖子,氧气流向阴极的速率就会受到限制。受到这个速率的限制,随着所施加的电压逐渐增加,电解槽因为在氧化锆电解质中电流的载体是氧离子,所以当电压施加到氧化锆电解槽时,氧气通过氧化锆盘被抽到阳极。如果给电解槽阴极加上一个带孔的盖子,氧气流向阴极的速率就会受到限制。受到这个速率的限制,随着所施加的电压逐渐增加,电解槽内的电流会达到饱和。这个饱和电流被称为极限电流,它与周边环境中的氧浓度成正比。SO-D0-020-A300量程为0.01%-2%,线长3米,最低可以检测100pm的氧气,微量氧SO-D0-020-A300广泛应用金属激光烧结3D打印机,制氮,发酵等领域。
转载请注明出处:传感器应用_仪表仪器应用_电子元器件产品 – 工采资讯 http://news.isweek.cn/44432.html



